<<< Back to information for moulders index >>>
Everyday information the injection moulder requires from Invotec Solutions.
The below article can be used for machine setters and machine operators of injection moulding machines.
View our other articles form our setter and operators guide for injection moulders. Taken from our moulders catalogue (Toolbox Edition)
Discover our full range of Smartflow Mould Ancillaries for the injection moulder.
Why consider Turbulent Flow?
From a technical perspective there is much to know; moulders must be versed in materials science and the workings of a moulding press.
They must know about hydraulics and electrical controls and they should even be at least “shade tree” tooling experts, familiar with steels, heat treating, runners and gates, and mould cooling.
Of these tooling facets, it could be argued that mould cooling is one of the most important.
A slight difference in cooling conditions can add or subtract seconds from the moulding cycle, making the difference between a profitable moulding job and a loser.
Critical dimensions, surface finish, and part warpage are all affected by cooling conditions.
It is ironic, then, that mould cooling is the neglected stepchild in many moulding shops.
We have all sorts of “geewhiz” technology for monitoring and controlling nearly everything except mould cooling.
Like most things, there is more to know about the finer points of mould cooling and heat transfer than most of us care to learn. In fact, you could probably write a good PhD dissertation on mould cooling if you wanted to. But we’re not
going to consider those complexities here.
Although most moulders have an idea of what mould temperature they need, they often have no idea how many litres per minute of water they need through a cooling circuit or what size hose and fittings to use.
These are some of the simple, common sense things to know on this subject; useful, well-conceived products can give you better information and control over mould temperatures.
What is Turbulent Flow?
Let’s start with some engineering basics.
Most of you have heard something about turbulent flow and that it is good for cooling. But just what is turbulent flow? How does it help? What flow rates are needed to achieve turbulent flow?
As flow velocity increases to a critical speed in cooling channels, the flow begins to swirl and mix vigorously.
This condition is known as turbulent flow.
Turbulence increases heat transfer by virtue of the mixing and faster flow at the boundaries of the coolant and steel.
Turbulent flow may be predicted with a simple calculation to determine a Reynolds number.
Reynolds Number = (Velocity x diameter) / viscosity
According to the “Standard Handbook For Mechanical Engineers” by Baumeister & Marks, “above a Reynolds number of 4000, the flow is generally turbulent”.
This simply says that the larger the pipe and the higher the kinematic viscosity, the more flow you need for turbulence.
Kinematic viscosity is the English unit of viscosity (ft.²/sec.).
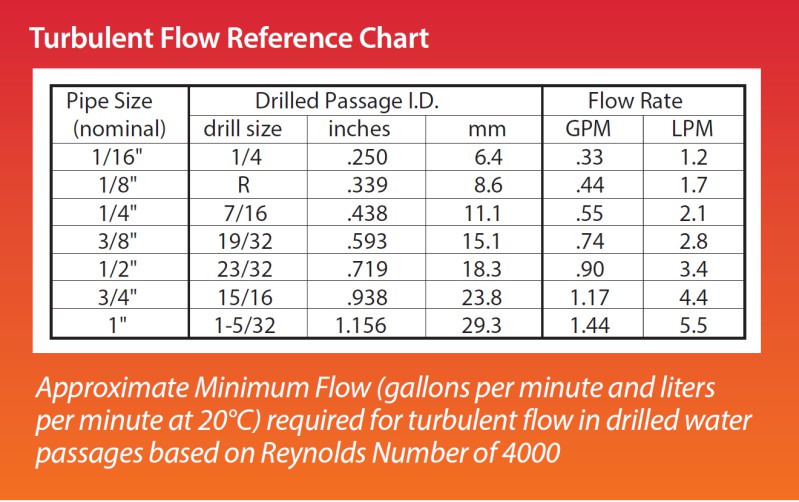
Using this expression, Burger & Brown Engineering (Smartflow) developed the following Turbulent Flow Reference Chart
The Viscosity Variable
It is important to realize that kinematic viscosity of the coolant increases significantly as the temperature decreases.
Add some antifreeze and the viscosity increase becomes dramatic.
Consider this example. For a ½” dia. flow passage in a mould with water at 15°C, it takes about 2.3 LPM to get turbulent flow. But what if you are using a coolant of 30% ethylene glycol in water at 5°C? now need a flow rate of
around 2.4 times greater or about 5.5 LPM to get turbulent flow in a single cooling circuit.
Now, imagine that you have a dozen cooling connections on an average mould and your plant has 24 moulding machines. You can begin to see the implications.
Conventional Wisdom?
It is easy to assume that colder is better for mould cooling fluid.
But to run coolant at 7°C or lower you must add glycol to the water to prevent evaporator coil freezing in the chiller. That means you will need more than double the flow to get turbulent conditions.
Taken on a plant wide basis, this can tax the available coolant pumping capacity. If pumping capacity is limited are you better off with 100% water at a higher temperature, requiring less than half the flow to be turbulent?
Key considerations
Only use a flow rate to achieve turbulent flow – more is wasted water and energy.
If Antifreeze/glycol must be used, use at the most efficient mix as possibly to increase your cooling capacity.

