<<< Back to information for moulders index >>>
Everyday information the injection moulder requires from Invotec Solutions.
The below article can be used for machine setters and machine operators of injection moulding machines.
View our other articles form our setter and operators guide for injection moulders. Taken from our moulders catalogue (Toolbox Edition)
Discover our full range of Smartflow Mould Ancillaries for the injection moulder.
‘Cooling Power’ is mould temperature.
One might assume that colder coolant is automatically better. Here are some reasons that might not be true:
Lower temperature results in higher coolant viscosity, whether it is water or a glycol-water solution. At a temperature of 40 F a 10% glycol solution requires around 20% more flow to achieve the same cooling capacity as water alone.
Increasing the antifreeze concentration to 20% requires about double the flow.
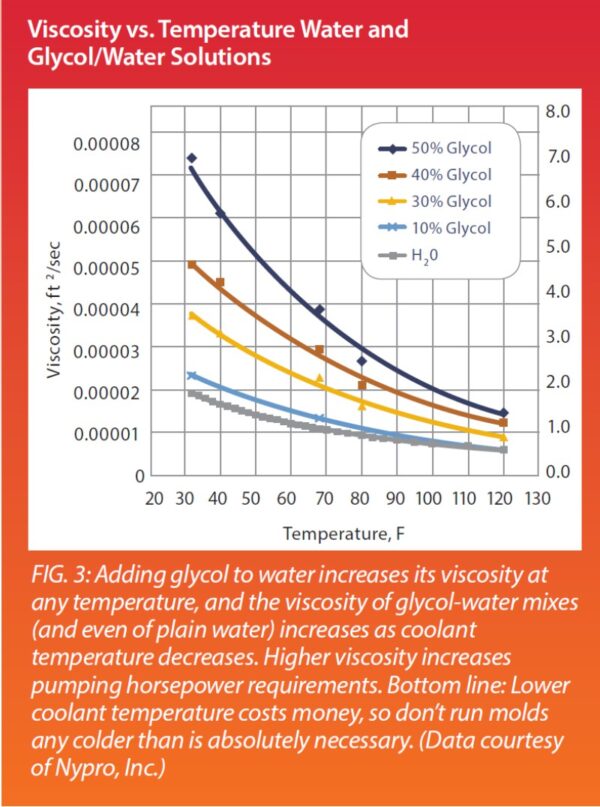
Figure 3 illustrates the effects of various concentrations of glycol and reduced coolant temperature on viscosity.
Increased flow uses more pumping capacity and causes higher pressure losses throughout the piping system and moulds.
Pumping horsepower requirements increase by the square of flow-induced pressure loss.
Unless a part is very thin, the cooling rate may be limited by the part thickness and not the mould temperature.
In such a case low coolant and mould temperatures would provide little or no benefit.
Perhaps a mould can be run at a higher temperature without an adverse effect on the cycle.
This strategy can yield savings in pumping capacity, energy cost, and possibly a part quality bonus.
Don’t be shy about experimentation with cooling parameters.
Resin processing guides generally suggest a fairly broad range of allowable mould temperatures.
Use antifreeze and very low temperatures only in specialized moulding applications and when absolutely needed.
Say yes to turbulence but no to overkill.

